
Exploring Guidelines for Effective Tightening of Bolted Joints
Synopsis
Details

Use a calibrated Torque Tool: Ensure that a calibrated torque tool is used and that a torque value is specified on the tightening specification. Be aware that certain automatic tightening tools, such as impact wrenches, can result in significant variations occurring in the torque value and the bolts preload. A calibrated torque tool should therefore be used for the final tightening operation or inspection.
Specify the correct tightening torque: Whenever feasible, specify the tightening torque based upon actual test results rather than a theoretically calculated value. Experimental determination of the tightening torque can be established by measurement of bolt extension, strain gauges or by the use of a load cell embedded in the joint.
Specify a Tightening Sequence: The majority of joints consist of more than one bolt and bring together surfaces that are not completely flat. The sequence of tightening bolts can have a major influence on the resulting preloads. With such joints, consideration should be given to specifying the sequence in which the bolts are to tighten. Because the joint surfaces compress, tightening one bolt in the vicinity of another will affect the preload generated by the first bolt tightened.
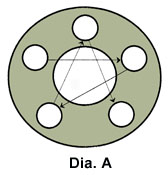
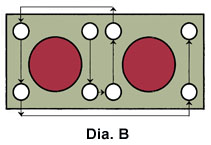
A good tightening sequence ensures that an even preload distribution is achieved in the joint (See Dia. A). Since joints containing conventional gaskets have a comparatively low compressive stiffness, bolt preloads in such joints are particularly sensitive to the tightening sequence. Based on experience, if the bolts are in a circular pattern, a criss-cross tightening sequence would normally be specified. For non-circular bolt patterns, a spiral sequence starting at the middle would normally be specified (See Dia. B).
On critical joints, a tightening pattern that tightens the bolts more than once can be specified to ensure an even preload distribution.
Be cautious with the use of plain washers: Clearance between the bolt shank and the washer hole can result in relative lateral motion occurring. It can change the friction surface from nut and washer, to washer and joint surface during tightening. This affects the torque-tension relationship and will lead to large variations in preload. In some situations, such as to cover slots or to reduce the surface pressure under the bolt head, plain washers are traditionally specified. In such circumstances, ensure that they are of sufficient thickness and hardness and that they are a good fit to the bolt shank.
Flange Headed Bolts: On relatively soft materials or when high tensile bolts are used, consideration should be given to the use of flange headed bolts and nuts. Such fasteners reduce the surface pressure under the nut surface reducing the amount of preload lost due to embedding. Due to the larger diameter bearing faces, generally a higher tightening torque is required because more torque is dissipated by friction.
Gaskets: Conventional gaskets are non-elastic; this results in a reduction in the bolts preload over time. The majority of such non-elastic condition usually occurs shortly after installation. This usually causes relaxation in a bolt. To reduce the effect of such problems, re-tightening of the bolts is frequently completed after allowing a period of time to elapse after initial tightening.
Embedding: Embedding is a plastic deformation that occurs in the threads of the fastener and in the joint itself. It is caused by high stresses generated by the tightening process. Such embedding results in a loss of bolt extension and hence preload. Typically, preload loss due to embedding is in the region of 10%. It increases with the number of joint surfaces being clamped and with the roughness of those surfaces. High surface pressures under the bolt head can also be a cause of excessive embedding.
This can be due to the use of high tensile fasteners in relatively soft materials. Hardened washers or the use of flanged fasteners can reduce such effects. Caution should be exercised in the use of short bolts clamping several interfaces together. In such joints, the small amount of bolt extension can be significantly reduced by the large amount of embedding, which can be anticipated.
Contact Us
Mountz has a team of application specialists ready to assist!
Featured Blog Posts
Related Posts

Focal Learning Center Heading
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat. Duis aute irure dolor in reprehenderit in voluptate velit esse cillum dolore.
Call a Specialist
Overhead Crane Repair Services Rely on Pro Torque Tools
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Duis aute irure dolor in reprehenderit in voluptate velit esse cillum dolore.
Chat with a Specialist