
Understanding Cpk in the Manufacturing Industry
Synopsis
Details
In the manufacturing industry, one way to report and evaluate the process capability and process performance is through the statistical measurements, like Cpk.
What is Cpk?
Definition: Cpk = Cpk = Process Capability Index. Adjustment of Cp for the effect of non-centered distribution. Cpk measures how close you are to your target and how consistent you are to around your average performance.
Cpk measures two things: 1) how close the mean of the readings are to the center of the lower and upper spec limits (ideally, the mean of the readings must equal the center of the spec limits); and 2) how widely spread the readings are (ideally, the standard deviation of the readings should be zero). The higher the Cpk, the better is the capability of the process to meet its requirements.
In the industry, a Cpk of less than 1.66 needs a closer look. A Cpk that's less than 1.33 needs some action to make it higher, and a Cpk of less than 1.0 means that the process is not capable of meeting its requirements.
A low Cpk means one of three things: the mean is far from the center of the specs, or the standard deviation of the readings is high (i.e., the readings are widely spread), or both conditions exist.
The Cpk of a process measures how centered the output of the process is between its lower and upper specification limits and how variable (and therefore how stable or non-stable) the output is.
In fact, the CPK is expressed as the ratio of how far the mean of the output data is from the closer spec limit (the centering of the process) to three times their standard deviation (the process variability).
If the mean of the process data is closer to the lower spec limit LSL and the standard deviation of the process data is Stdev, then Cpk = (Mean-LSL) / (3 Stdev). If the mean of the process data is closer to the upper spec limit USL, then Cpk = (USL-Mean) / (3 Stdev).
Most capability evaluations are valid only if the sample size used is 'large enough'. Large enough is generally thought to be about 50 independent data values.
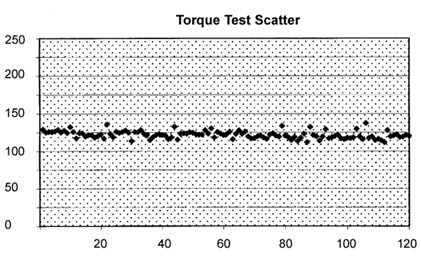
Torque Analyzers, like the PTT and LTT, store and/or export data are ideal for capturing torque-testing data. Then exporting and saving the data into an Excel document.
The "Excel Add-In" software that's included with the PTT and LTT allows operators to perform basic SPC, CP & CPK calculations.
Contact Us
Mountz has a team of application specialists ready to assist!
Featured Blog Posts
Related Posts

Focal Learning Center Heading
Lorem ipsum dolor sit amet, consectetur adipiscing elit, sed do eiusmod tempor incididunt ut labore et dolore magna aliqua. Ut enim ad minim veniam, quis nostrud exercitation ullamco laboris nisi ut aliquip ex ea commodo consequat. Duis aute irure dolor in reprehenderit in voluptate velit esse cillum dolore.
Call a Specialist
Overhead Crane Repair Services Rely on Pro Torque Tools
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Duis aute irure dolor in reprehenderit in voluptate velit esse cillum dolore.
Chat with a Specialist